Articles
Explore a collection of articles written by Xometry’s engineers and professionals, providing valuable insights and expertise.
-
CNC Machining (22)

-
3D Printing (55)
-
Sheet Metal Fabrication (10)
-
Injection Molding (9)
-
Die Casting (3)
-
Vacuum Casting (5)
-
Compression Molding (3)
-
Plastic Extrusion (1)
-
Thermoforming (1)
-
Materials (21)
-
Design (17)
-
Post-Processing (10)
-
Manufacturing Insights (5)
-
Clear all tags
-
CNC Machining (22)
-
3D Printing (55)
-
Sheet Metal Fabrication (10)
-
Injection Molding (9)
-
Die Casting (3)
-
Vacuum Casting (5)
-
Compression Molding (3)
-
Plastic Extrusion (1)
-
Thermoforming (1)
-
Materials (21)
-
Design (17)
-
Post-Processing (10)
-
Manufacturing Insights (5)
-
Clear all tags
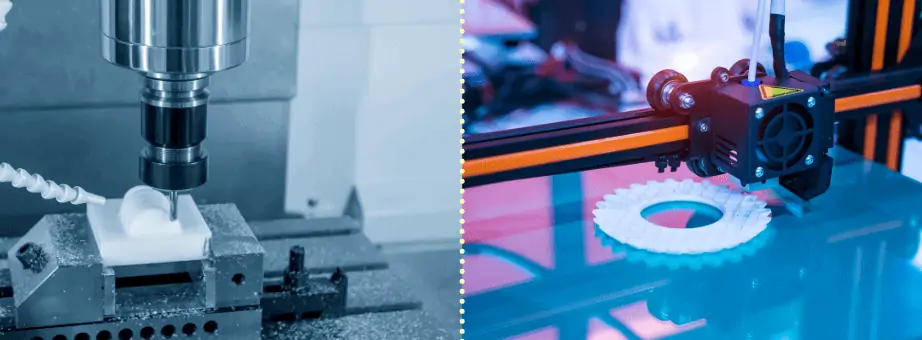
CNC Machining
Design Tips For CNC Machining
- Article
- CNC Machining
- Design
The design process for CNC machining requires precision and accuracy to produce quality designs. This is why there are recommended general CNC machining design rules that apply to the most common features of CNC machined parts.
Featured content
Unlocking Efficiency: The Power of Rapid Prototyping in Modern Manufacturing
Cutting Fluids for CNC Machining Processes
Choosing Right File Formats for Manufacturing
CNC Machining Material Selection
Basic CNC Machining Articles
Latest CNC Machining Articles
Polymer CNC Machining vs. 3D Printing: Checklist To Choose the Right One
Steel Hardening Explained
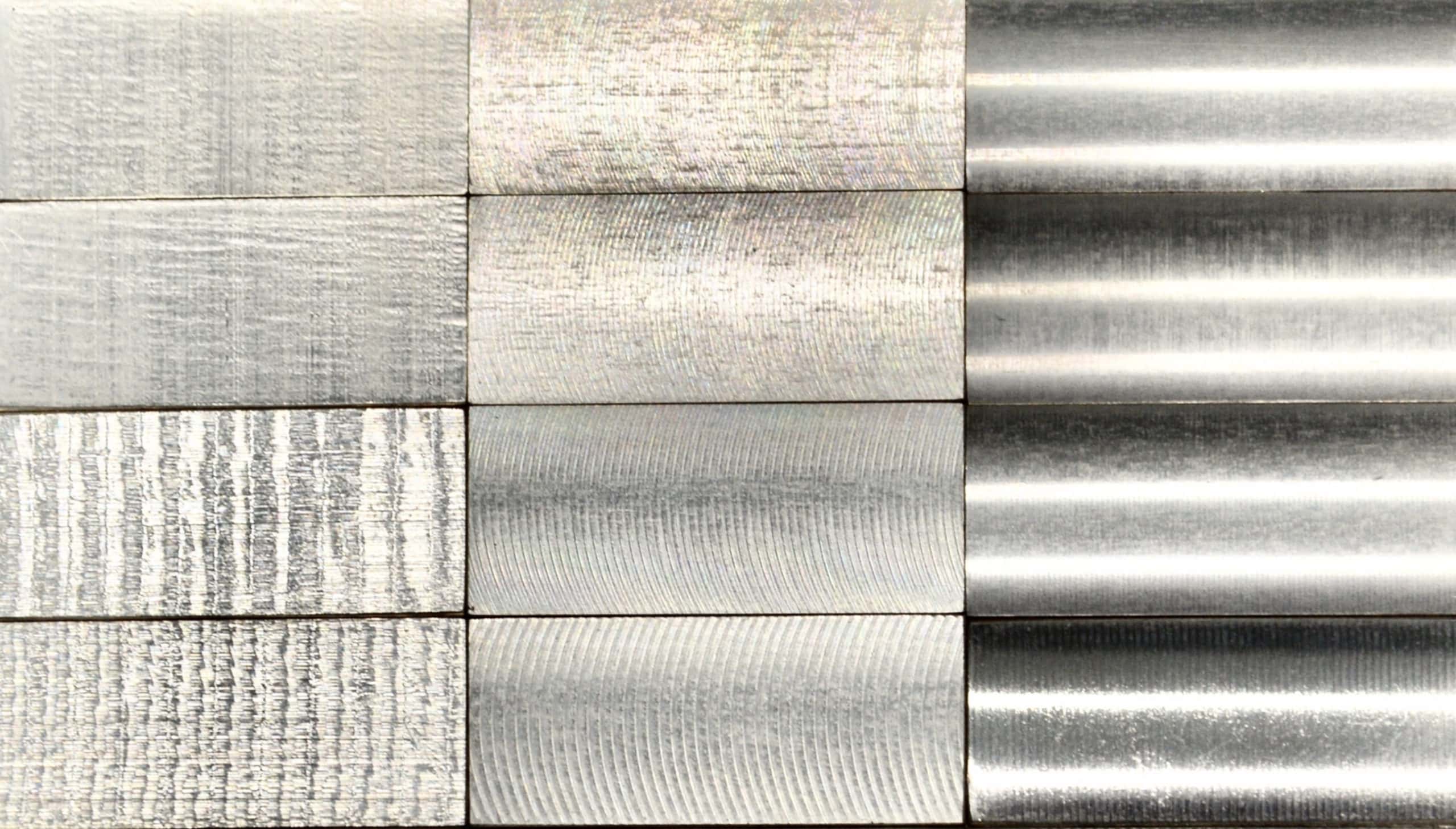
Surface Finishes for CNC Machining
Selecting Right Surface Roughness for CNC Machining
Size Limitations in CNC Machining
Factors To Consider When Choosing Materials for CNC Machining
All CNC Machining Articles
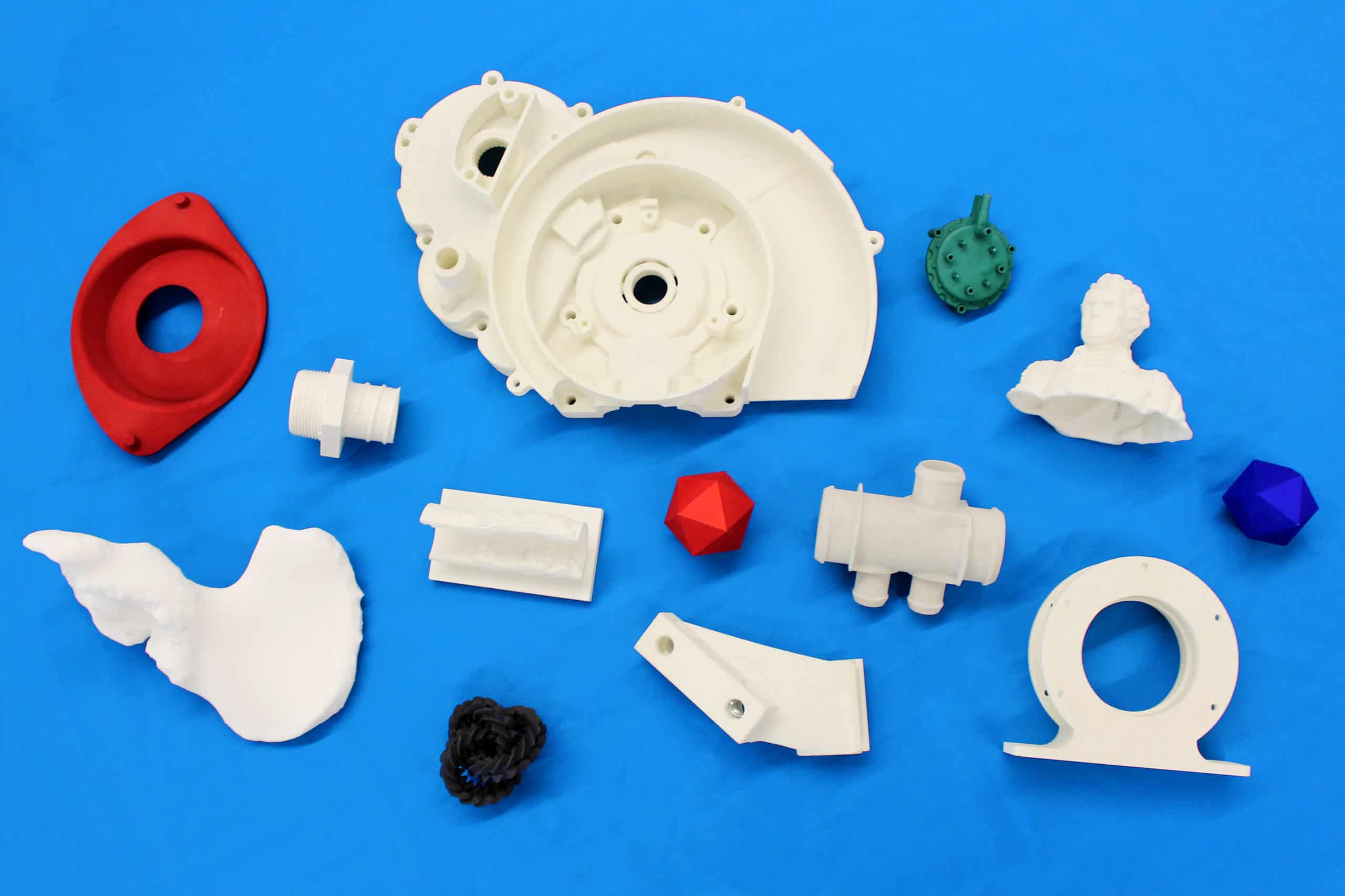
3D Printing
Will It Break? A Live Experiment With 3D Printed Guitar Picks
We’ve explored the capabilities of SLS, SLA, and FDM additive manufacturing technologies in producing guitar picks, focusing on evaluating their strength and flexibility. Join us in an informative session where Nikolaus Moncz (aka Niko), a Xometry Sales Engineer and 3D printing enthusiast, conducts a live electric guitar test to reveal these picks' performance.
Featured content
Surface Roughness In 3D Printing
PA11 vs. PA12: What Are the Differences?
Unlocking Efficiency: The Power of Rapid Prototyping in Modern Manufacturing
HP MJF 3D Printing Design Guidelines
Basic 3D Printing Articles
Latest 3D Printing Articles
Choosing Right File Formats for Manufacturing
Infographic: Design Rules for 3D Printing
Infographic: 3D Printing Process and Material Decision Guide
Fused Deposition Modeling (FDM) 3D Printing Design Tips
Design Tips for Selective Laser Sintering (SLS) 3D Printing
Design Tips for Direct Metal Laser Sintering 3D Printing
All 3D Printing Articles
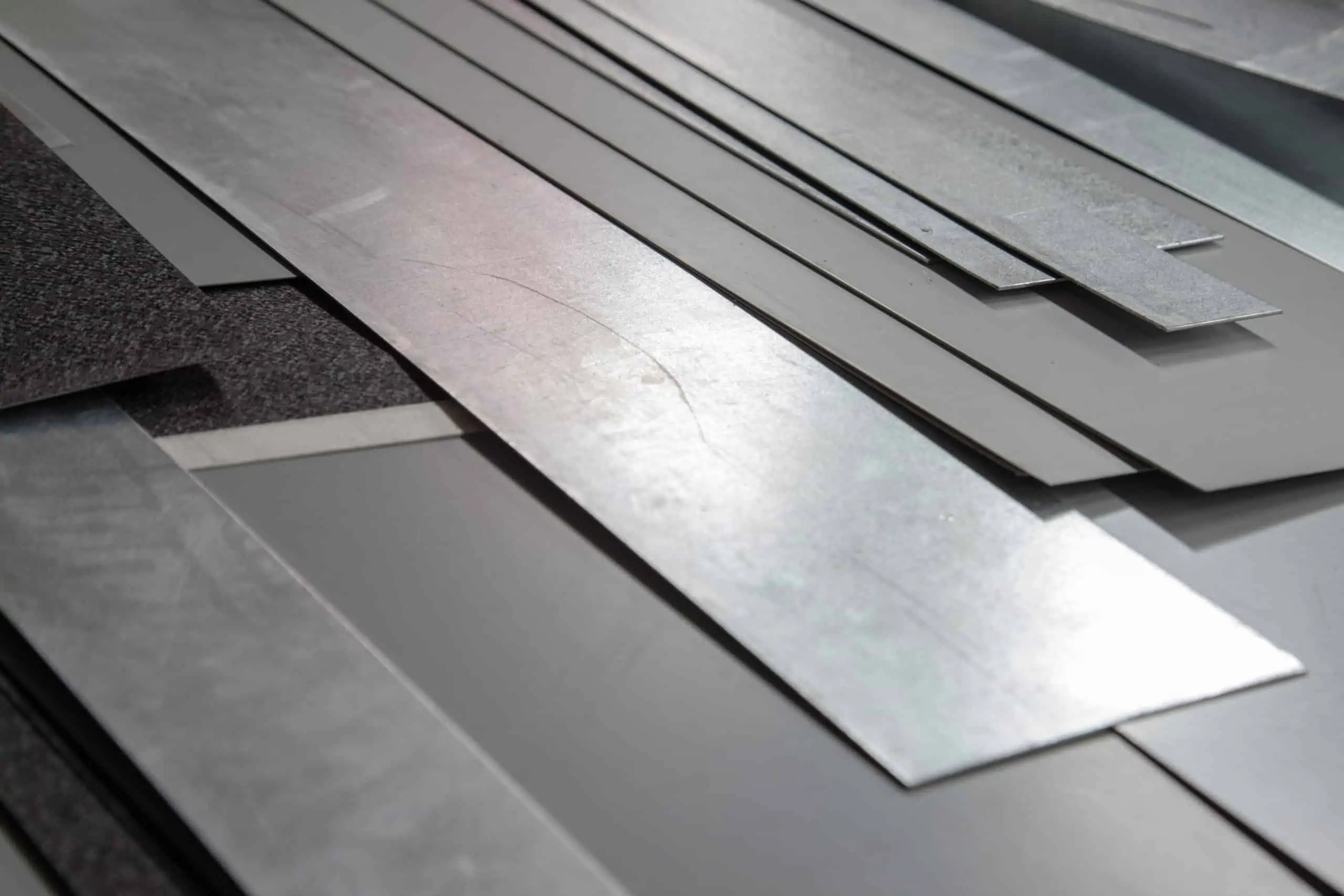
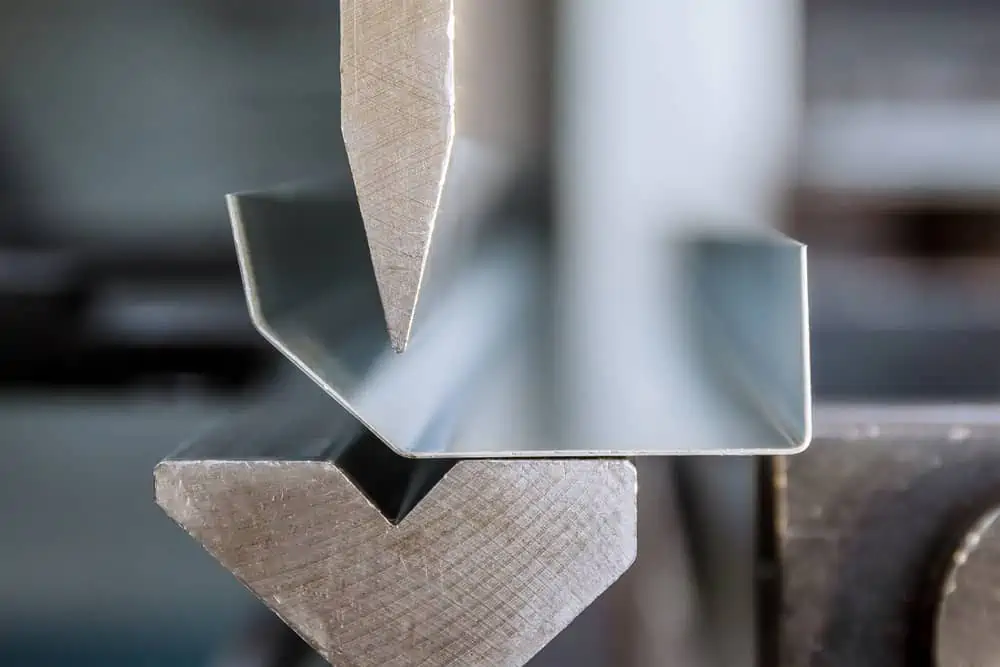
Sheet Metal Fabrication
Choosing Right File Formats for Manufacturing
- Article
- CNC Machining
- 3D Printing
- Sheet Metal Fabrication
This article explains the supported file formats for CNC machining, 3D printing, and sheet metal fabrication.
Featured content
Sheet Metal Materials Selection Guide
Minimum Bend Radius Reference Table For Sheet Metal
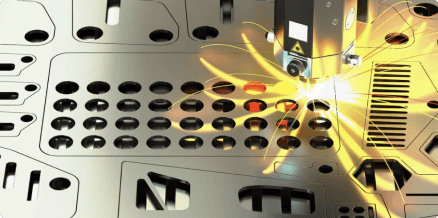
Introduction to Laser Cutting
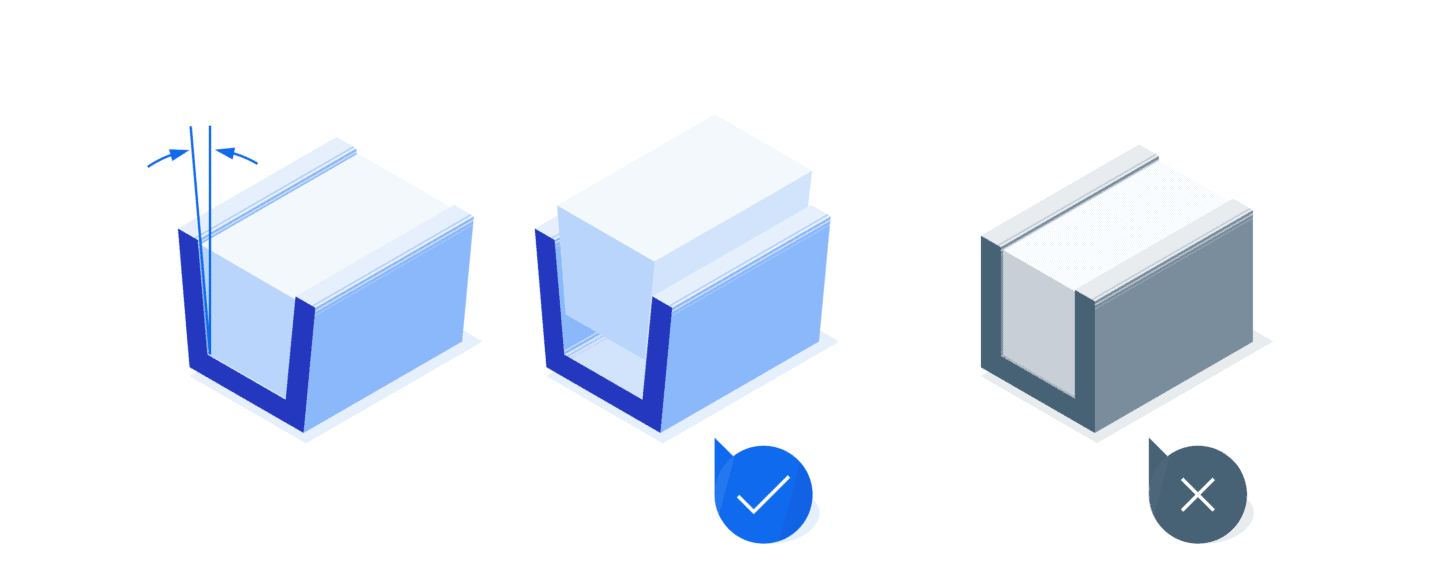
Design Tips for Sheet Metal Bending
Basic Sheet Metal Articles
Latest Sheet Metal Articles
Introduction to Sheet Metal Fabrication
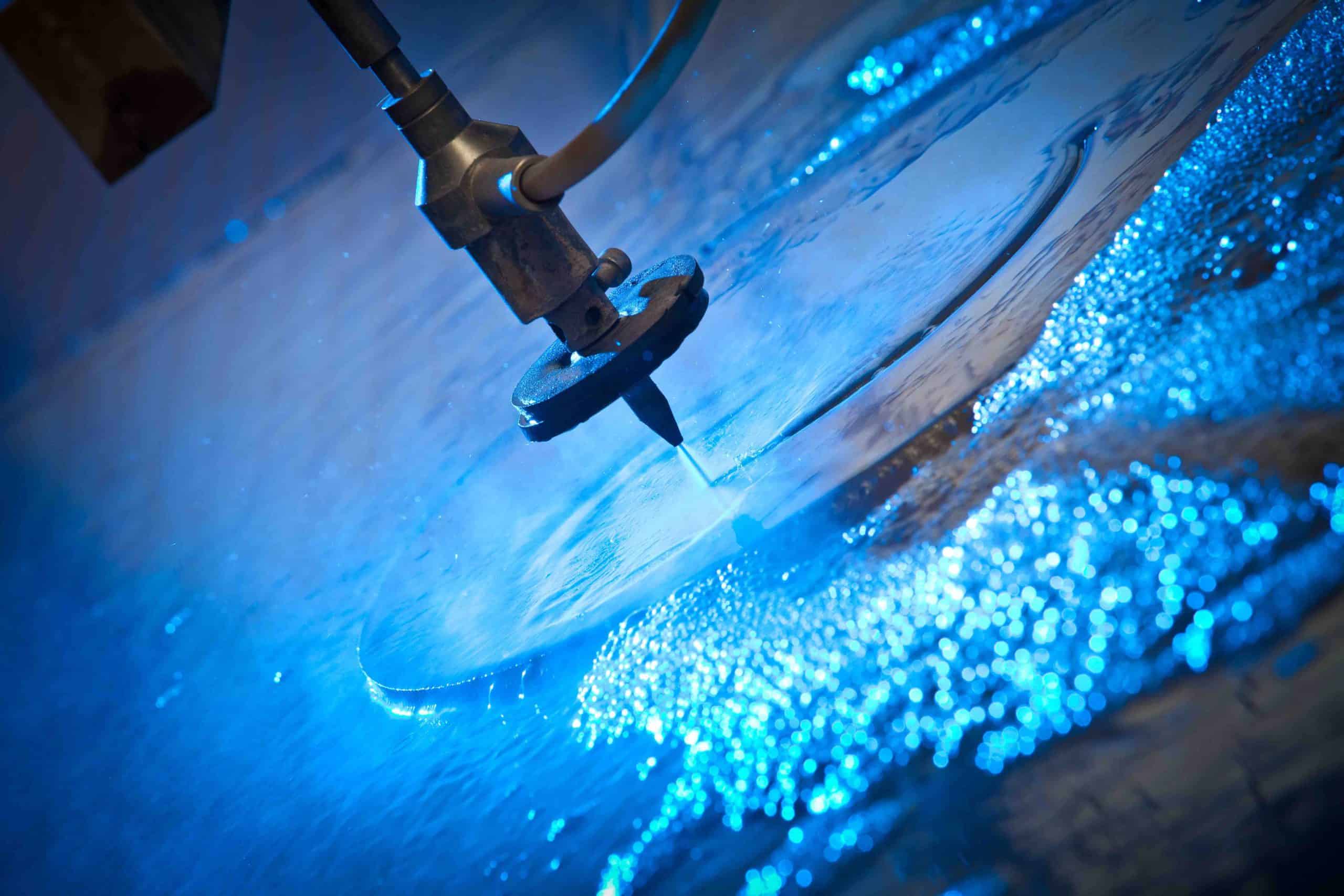
An Overview of Waterjet Cutting
An Overview of Plasma Cutting
Sheet Metal Finishes: Plating And Polishing Options
Nesting Files for Sheet Metal Cutting: Tips & Best Practices
All Sheet Metal Articles
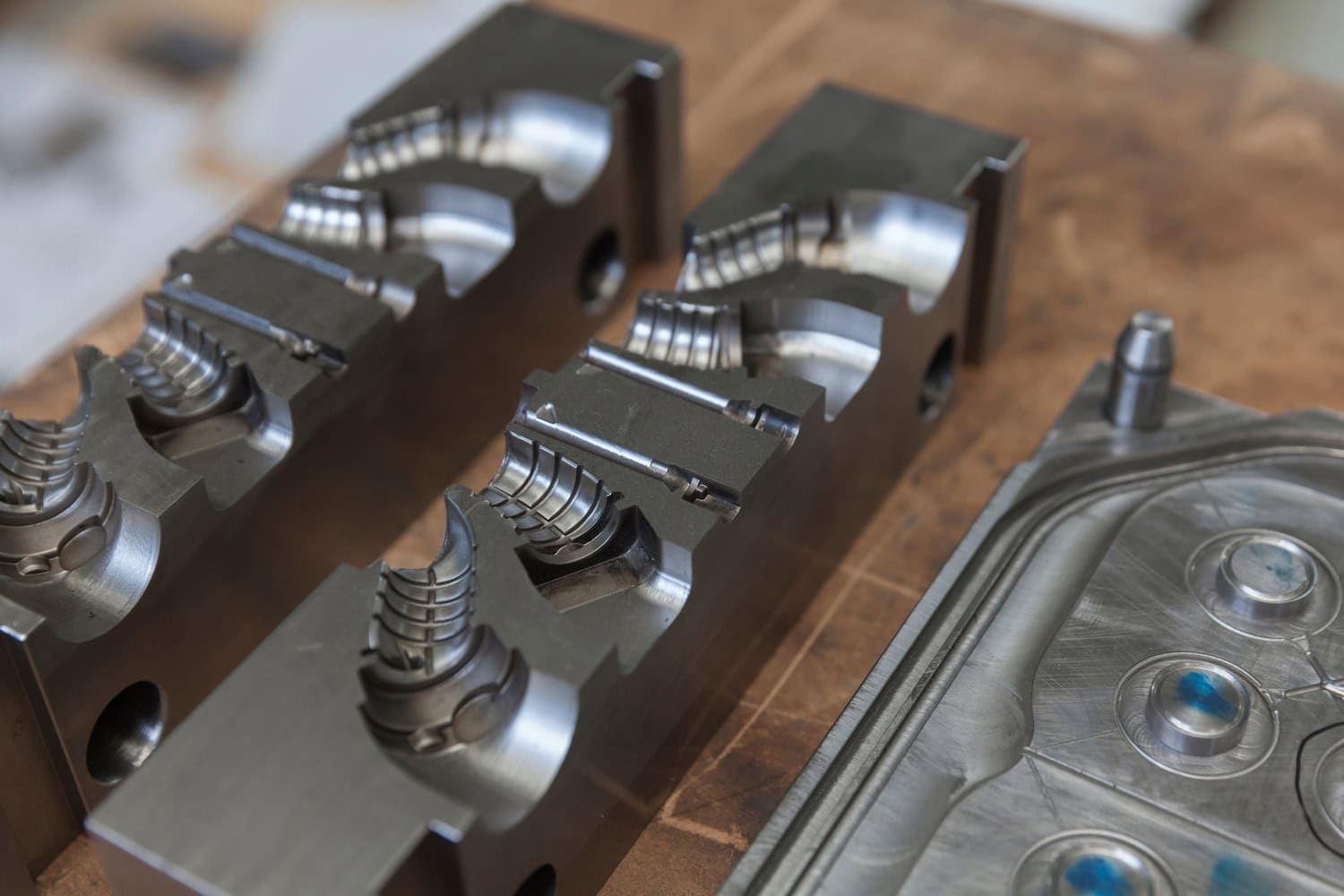
Injection Molding
Color Uniformity in Plastic Injection Molding
Colour uniformity in plastic injection moulding is more than just an aesthetic concern; it is a vital part of product quality. In this article, we'll unravel the complexities of different colour systems used in injection moulding and the importance of specifying colour tones numerically.
Featured content
Injection Molding Materials Selection Guide
Design Tips for Injection Molding
Injection Molding vs 3D Printing: Which One To Choose?
Tolerances in Injection Molding
Basic Injection Molding Articles
Latest Injection Molding Articles
Injection Molding Surface Finishes: SPI and VDI
Injection Molding Technology Overview
Injection Molding vs. Compression Molding: Differences and Comparison
Vacuum Casting vs. Injection Molding – What’s the Difference?
All Injection Molding Articles
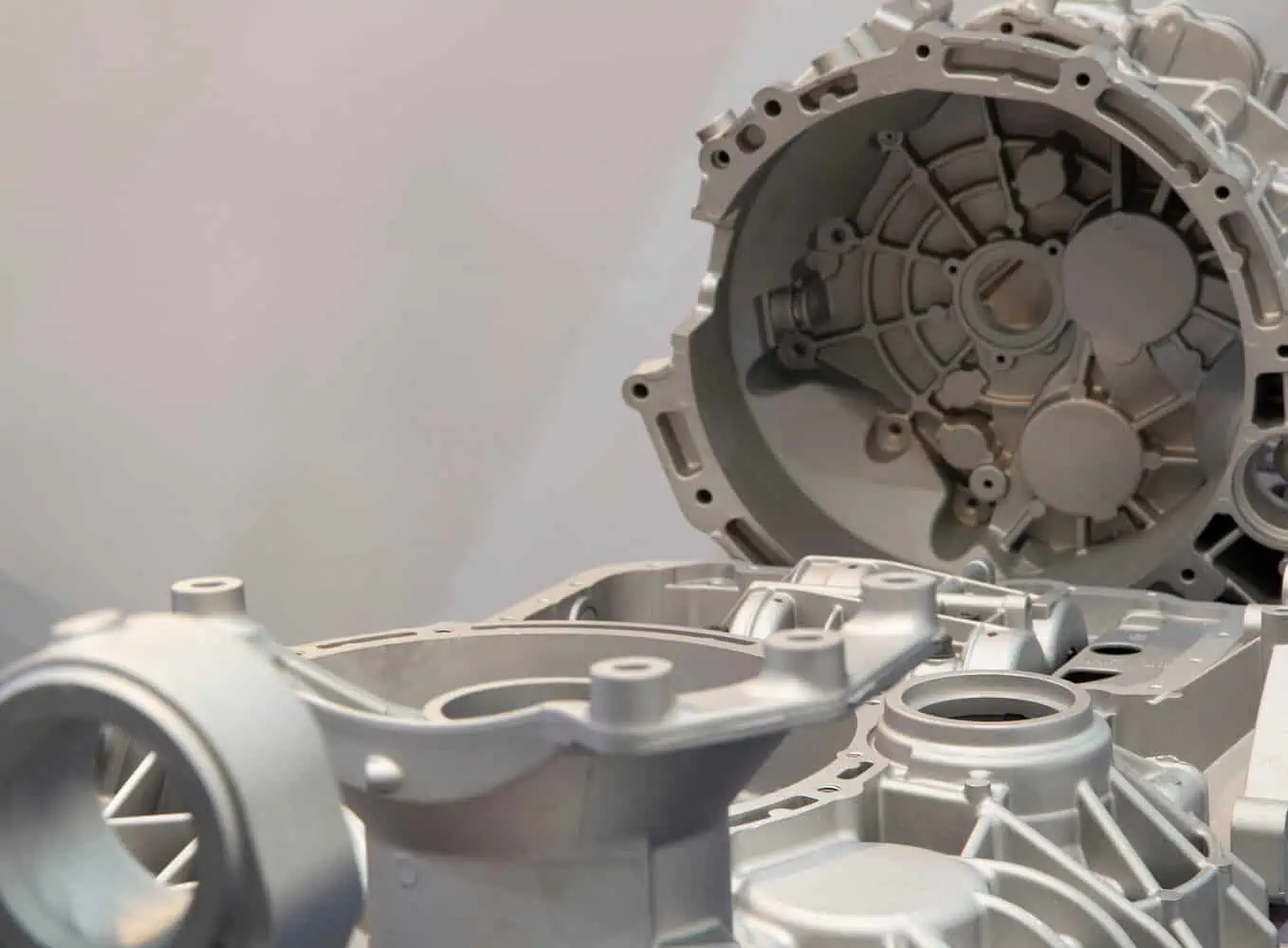
Die Casting
Die Casting Material Selection Guide
- Article
- Die Casting
- Materials
In order to get the most out of the die casting process, selecting a suitable die casting material is important. This guide provides detailed information about the most common materials used by Xometry in die casting and their respective benefits and drawbacks.
Featured content
Design Tips for Die Casting
Die Casting General Overview: Process, Materials & Applications
Basic Die Casting Articles
Vacuum Casting
Vacuum Casting vs. Injection Molding – What’s the Difference?
- Article
- Injection Molding
- Vacuum Casting
This article will describe the similarities and differences between vacuum casting and injection moulding to help you determine which process is best for your project.
Featured content
Design Tips for Vacuum Casting
Unlocking Efficiency: The Power of Rapid Prototyping in Modern Manufacturing
Vacuum Casting Material Selection
Vacuum Casting: Technology Overview
Basic Vacuum Casting Articles
Compression Molding
Compression Molding Design Tips
- Article
- Compression Molding
- Design
In this article, we'll delve into key considerations and strategies to enhance the efficiency and quality of compression molding processes, covering design principles and material selection.
Featured content
Injection Molding vs. Compression Molding: Differences and Comparison
Compression Molding: Technology Overview
Basic Compression Molding Articles
Plastic Extrusion
Plastic Extrusion Technology Overview
This article will unravel the intricate aspects of the plastic extrusion process, from its foundational principles to its widespread applications.
Basic Plastic Extrusion Articles
Thermoforming
Thermoforming Technology Overview
This article will give you some insights into plastic thermoforming, from delving deep into the technical aspects of the process and understanding its pros and cons to its applications across industries.
Materials
PA11 vs. PA12: What Are the Differences?
- Article
- 3D Printing
- Materials
This article aims to examine the differences between PA 11 and PA 12. Despite their chemical similarity, these two polymers tend to produce different outcomes and end parts.
Featured content
3D Printing Materials Selection Guide
CNC Machining Material Selection
Die Casting Material Selection Guide
Injection Molding Materials Selection Guide
Latest Materials Articles
Sheet Metal Materials Selection Guide
Steel Hardening Explained
Vacuum Casting Material Selection
Cross-Reference Table of Steel Designation Standards
The Best Flexible Materials in 3D Printing
How to Get Stronger 3D Printed Parts
All Materials Articles
Design
Design Tips For CNC Machining
- Article
- CNC Machining
- Design
The design process for CNC machining requires precision and accuracy to produce quality designs. This is why there are recommended general CNC machining design rules that apply to the most common features of CNC machined parts.
Featured content
Compression Molding Design Tips
Design Tips for Vacuum Casting
HP MJF 3D Printing Design Guidelines
Infographic: Design Rules for 3D Printing
Latest Design Articles
Fused Deposition Modeling (FDM) 3D Printing Design Tips
Design Tips for Selective Laser Sintering (SLS) 3D Printing
Design Tips for Direct Metal Laser Sintering 3D Printing
Design Tips for Carbon DLS™ 3D Printing
Polyjet 3D Printing Design Tips
Stereolithography (SLA) 3D Printing Design Tips
All Design Articles
Post-Processing
Vapor Smoothing: An Effective Surface Finish Process in 3D Printing
- Article
- 3D Printing
- Post-Processing
With its ability to transform rough, layered surfaces into sleek, professional-grade finishes, vapor smoothing emerges as a game-changing post-processing technique in the realm of 3D printing. This article will dig into its specificities, benefits and applications.
Featured content
Post-processing for MJF and SLS 3D Printed Parts
Surface Finishes for 3D Printing
Surface Finishes for CNC Machining
Everything You Need to Know About Black Anodizing
Latest Post-Processing Articles
Color 3D Printing Options Overview
Powder Coating vs. Anodizing for Aluminium
Injection Molding Surface Finishes: SPI and VDI
Anodizing Aluminium: An Effective Finishing Option
Sheet Metal Finishes: Plating And Polishing Options
All Post-Processing Articles
Manufacturing Insights
How Design for Manufacturing (DFM) Improves Prototyping
- Article
- Manufacturing Insights
This blog will unpack the essentials of DFM, offering insights into its application in modern prototyping. You will learn how to integrate it effectively, grasp its benefits, and ensure your prototyping journey is innovative and feasible.
Featured content
Unlocking Efficiency: The Power of Rapid Prototyping in Modern Manufacturing
On-Demand Manufacturing: What it is and How it Works
Cloud Manufacturing: Past, Present, and Future – an Academic Review
Analysis of the Largest Early Adopter in the Cloud Manufacturing Market: Xometry
 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 




 0
0