 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0
Le frittage sélectif par laser (SLS) est une technologie d’impression 3D qui utilise un laser afin de réaliser la fusion d’une matière pulvérulente spécifique. Les pièces réalisées à partir de cette poudre sont d’une grande exactitude, mais pour pouvoir tirer entièrement partie des capacités de cette technologie, il est crucial que vos modèles 3D aient été conçus avec un certain nombre de recommandations à l’esprit.
Vous trouverez ici quelques astuces de conception qui vous permettront d’optimiser votre ouvrage pour une impression 3D par SLS.
Taille d’ouvrage
Quand il s’agit de concevoir une pièce pour qu’elle soit imprimée en 3D par SLS, la taille constitue l’une des contraintes les plus importantes. Vous trouverez énumérées ci-dessous les limitations de cette technologie en termes de taille d’ouvrage.
Épaisseur des parois : afin d’éviter que votre ouvrage ne s’écroule durant son impression, ou que des cassures ne se produisent en post-usinage ou à l’utilisation, il faudra s’assurer dès la conception que les parois de votre pièces sont suffisamment épaisses. Une épaisseur minimale de 0,7 mm (si on utilise du PA12) à 2,0 mm (pour du polyamide renforcé au carbone) est recommandée dans le cadre de la technologie SLS. Il est possible de réduire l’épaisseur des parois jusqu’à un minimum de 0,6 mm, à condition de fournir une structure adéquate pour assurer leur support. Quel que soit le procédé utilisé, on préfèrera une épaisseur minimale de 1,3 mm afin d’assurer la répétabilité des résultats, et on évitera d’aller au-delà de 4,0 mm.
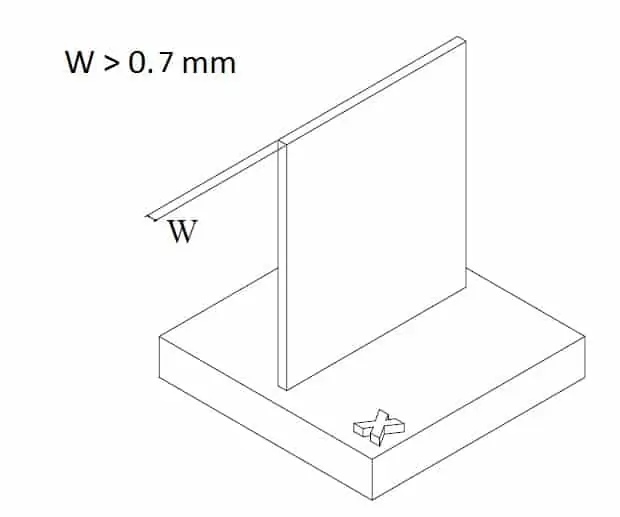
En raison de la chaleur émise par le laser, les parois conçues avec une épaisseur inférieure à 0,5 mm auront tendance à se dilater.
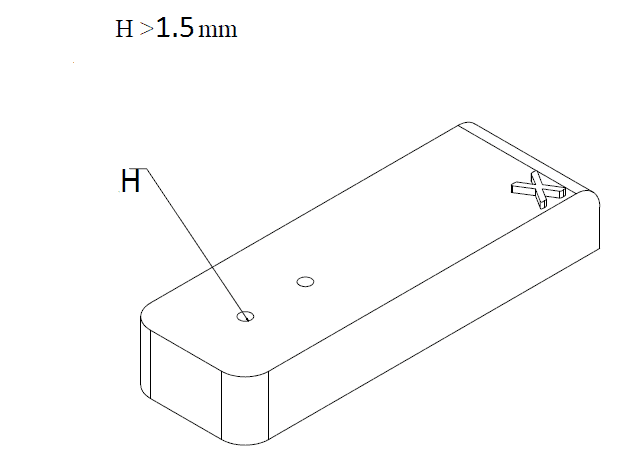
Diamètre des trous : la technologie SLS est capable d’imprimer des trous directement sur la pièce, ce qui dispense d’avoir à les percer après coup. Cependant, le diamètre des trous ainsi réalisés ne devra pas être inférieur à 1,5 mm. Ceci permettra d’éviter qu’une partie de la matière pulvérulente utilisée n’échappe au frittage et se retrouve coincée dans les trous. Il est recommandé de respecter les tailles de perçage conventionnelles, au cas où les trous aient besoin d’être ouverts à la main.
Taille d’ouvrage : la taille maximale d’un ouvrage que l’on peut réaliser par SLS est de 340 mm x 340 mm x 605 mm. On recommande toutefois de se limiter à une taille de 320 mm x 320 mm x 580 mm. La taille minimale des éléments d’architecture imprimés est de 0,75 mm, même s’il est possible de descendre jusqu’à 0,5 mm.
Tolérances
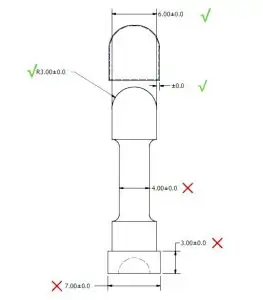
Dans le cadre de la conception pour de l’imprimerie 3D par SLS, il convient de limiter les exigences en termes de tolérances aux endroits où cela est vraiment nécessaire (par exemple, pour les parties appelées à s’imbriquer les unes les autres). Multiplier ce genre d’exigence ne servira qu’à rendre l’impression beaucoup trop délicate à réaliser.
La précision maximale que l’on pourra atteindre dépendra de l’imprimante elle-même et de la taille de l’ouvrage à imprimer. La technologie SLS est capables d’imprimer avec une très haute précision : jusqu’à ±0,3% de la dimension souhaitée (avec un minimum de 0,3 mm).
Parties creuses
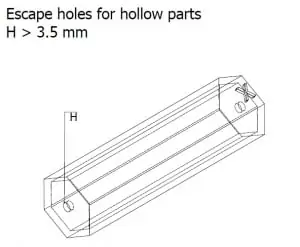
Afin de réduire le poids de l’ouvrage et de limiter l’utilisation des matériaux, on pourra imprimer des pièces creuses. Réaliser de telles pièces demandera de prévoir des trous d’échappement afin de permettre l’évacuation de matières résiduelles ayant échappées au frittage. Ces trous d’échappement devront avoir un diamètre minimum de 3,5 mm. Il est également nécessaire de prévoir des trous suffisamment grands pour permettre le polissage (sablage ou microbillage) de la partie interne.
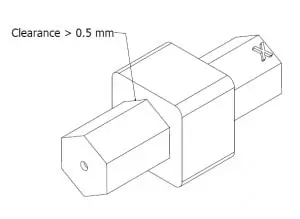
Emboîtements
La technologie SLS est capable d’imprimer des pièces mobiles et des pièces destinées à s’emboîter en un seul jet. En gros, grâce à cette technologie, il n’est pas nécessaire d’imprimer ces pièces séparément avant de les assembler, ce qui permet de réaliser des assemblages fonctionnels en un cycle de fabrication. Pour les pièces qui s’emboîtent, les modèles devront intégrer un espacement minimum de 0,5 mm, voire plus si possible. Ceci afin de permettre le retrait de toute matière résiduelle pour éviter que les deux pièces ne se retrouvent fusionnées en une seule.
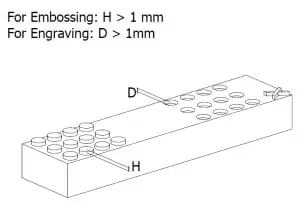
Gravures et reliefs
Les pièces peuvent être imprimées avec des gravures ou des parties en relief. Afin que ces détails soient visibles, il est recommandé de les concevoir avec une hauteur ou une profondeur minimale de 1,0 mm. Maintenir une hauteur ou une profondeur de cette taille est également important dans le cadre du post-usinage : en effet, des détails plus petits que 1,0 mm peuvent être effacés si l’on fait subir à la pièce un polissage.
Grâce à la technologie SLS, il est tout à fait possible d’imprimer des pièces comportant du texte. Afin que ce dernier soit lisible, il faudra assurer une taille de texte minimale de 2,0 mm. De plus, il est recommandé d’utiliser une police Linéale (« sans sérif »), qui permettra une meilleure lisibilité tout en limitant le nombre de détails à imprimer. Un espacement suffisant entre les lettres permettra de faire en sorte que les plus fragiles (comme la minuscule « i ») seront capable de supporter les manipulations en post-usinage (sablage ou microbillage).
Déformations
Quand on imprime une pièce en 3D par SLS, l’une des astuces les plus importantes consiste à éviter d’imprimer de trop grandes surfaces planes et ce pour une raison très simple : elles peuvent se tordre très facilement. Il peut arriver toutefois que l’on soit obligé d’intégrer de telles surfaces dans un ouvrage. Dans ce cas, elles pourront être renforcées à l’aide de nervures qui fourniront le support adéquat. Il faut noter cependan t que cela ne suffira pas toujours à résoudre le problème. Par conséquent, le mot d’ordre est d’éviter les grandes surfaces planes aussi souvent que possible.
Conclusion
En suivant ces astuces, vous pourrez être sûr que votre ouvrage d’impression en 3D sera sans défauts ! Vos modèles sont déjà prêts ? Rendez-vous sur notre plateforme de devis instantané pour nous les envoyer et recevoir un devis en quelques secondes.


 Télécharger
Télécharger



